[Anm.:
(falls Sie auf diese Seite direkt durch einen link einer Suchmaschine
gekommen sein sollten),
dies ist ein kostenloser Service von www.sachverstand-gutachten.de
der
Verfasser lädt Sie zum stöbern ein
und freut sich über Rückmeldungen - bitte beachten
Sie die Hinweise zum copyright unter Kontakt]
Vergleich von Maischverfahren - ungenutzte Potenziale?
- Wer meint mit einem Läuterbottich 14 Sude am Tag abläutern zu müssen, wird sich auch damit beschäftigen, mit wieviel Maischgefäßen er welche Maischtechnik zu den geringstmögliche Systemkosten implementieren kann. Die meisten Brauer sind nicht in der glücklichen Lage, sich hierüber Sorgen machen zu dürfen.
- Vor 50 Jahren setzten die meisten deutschen Brauer ein klassisches Dekoktionsverfahren ein, Ende der 1960-er wurde das Hoch-Kurz-Maischverfahren ein Dekoktionsverfahren mit höherer Einmaischtemperatur zur Reduzierung des Energieverbrauchs eingeführt, bereits 10 Jahre später stellten viele Brauereien auf Infusionsmaischen um, die bis heute die vorherrschend eingesetzte Technologie darstellen. Alternativen werden kaum erwogen, da das eingesetzte Infusionsmaischverfahren nach vorherrschender Lehrbuch-Meinung bereits ein wirtschaftliches Optimum darstellt?
-
- Bei der folgenden primär wirtschaftlichen Betrachtung wird die Sudhausausbeute nicht berücksichtigt?
-
-
- Brauer die zu viel Warmwasser im Betrieb haben, sterben glücklicherweise mit der Zeit aus, da es zahlreiche Möglichkeiten gibt, die Betriebskosten, durch die Verwendung von Warmwasser aus der Rekuperation, zu reduzieren.
- Üblicherweise wird im Sudhaus [Anm.: Der Würzekühler gehört logisch nicht zum Sudhaus, sondern zum Kühlhaus, auch wenn der Würzekühler physisch im Sudhaus untergebracht und eine Abteilung Kühlhaus räumlich nicht (mehr) erkennbar sein sollte und das erzeugte Warmwasser im Sudhaus verwendet wird!] Warmwasser mit einer Brüdenkondensation erzeugt. Da es für viele einfacher ist Beispiele nachzuvollziehen, die mit Zahlen hinterlegt sind, sollen folgende spezifische Annahmen verwendet werden.
- Musterbrauerei:
- 1.000 kg Schüttung
- 42 hl Hauptguss
- 18°P Vorderwürze
- 60 hl Ausschlagwürze mit 12°P,
- 1.250 kg Nass-Treber mit 80% Feuchte (enthalten 1.000 kg Wasser)
- Frischwassertemperatur 15°C
-
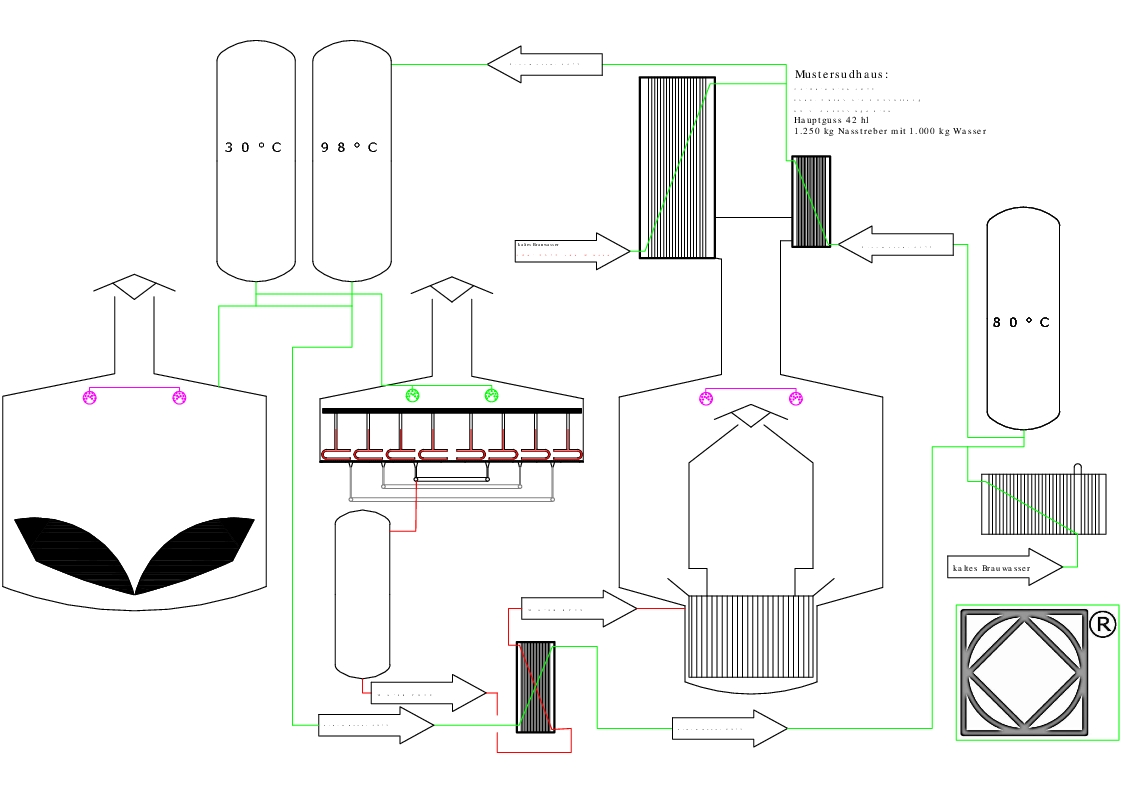
Prinzipskizze des Sudhauses der Musterbrauerei
-
- Dass reale Brauereien effektiver arbeiten, sollte den Leser freuen, es beeinflusst diese Betrachtungen jedoch nur am Rande. Wer eine mechanische Brüdenkompression betreibt, wird möglicherweise nicht genügend Warmwasser produzieren, um alle hier genannten Maßnahmen umsetzen zu können, da dort nur der Wärmeinhalt des Brüdenkondensats genutzt werden kann.
-
- Wärme zurück zu gewinnen bedeutet nicht, dass man sie umsonst bekommt. Sofern man die Systemgrenzen groß genug wählt, stellt man fest, dass die Gesamtkosten zwar reduziert werden, wenn die Wärme mehrfach genutzt werden kann, aber irgendwo muss dem System Energie zugeführt werden, damit es funktioniert.
-
- Abmaisch-/Läutertemperatur
- Wenn man versucht mit ca. 77°C zu läutern, wird die Trebertemperatur auch ca. 77°C betragen. Üblicherweise versucht man nicht die im Treber enthaltene Wärme zurück zu gewinnen, sodass folgender Energiebedarf (oder Energie-„verlust") entsteht, um die Treber auf 77°C zu erwärmen: 250 kg Trockensubstanz Malzbestandteile von 20°C auf 77°C, (77-20)*1,2*250/3600 = 4,75 kWh; 1.000 kg Wasser von 15°C auf 77°C, (77-15)*4,187*1000/3600 = 72 kWh. Bei 1.300 Suden im Jahr und Kosten von 5 Cent pro thermischer Kilowattstunde kostet die Erwärmung der Treber etwa 5.000 Euro pro Jahr und Tonne Schüttung. Falls man statt mit 77°C nur mit 72°C arbeitete, sparte man pro Sud etwa 6 kWh ein, was bei obigen Annahmen 390 Euro pro Jahr und Tonne Schüttung bedeutete, sofern man die "eingesparte" Wärme woanders sinnvoll nutzte.
-
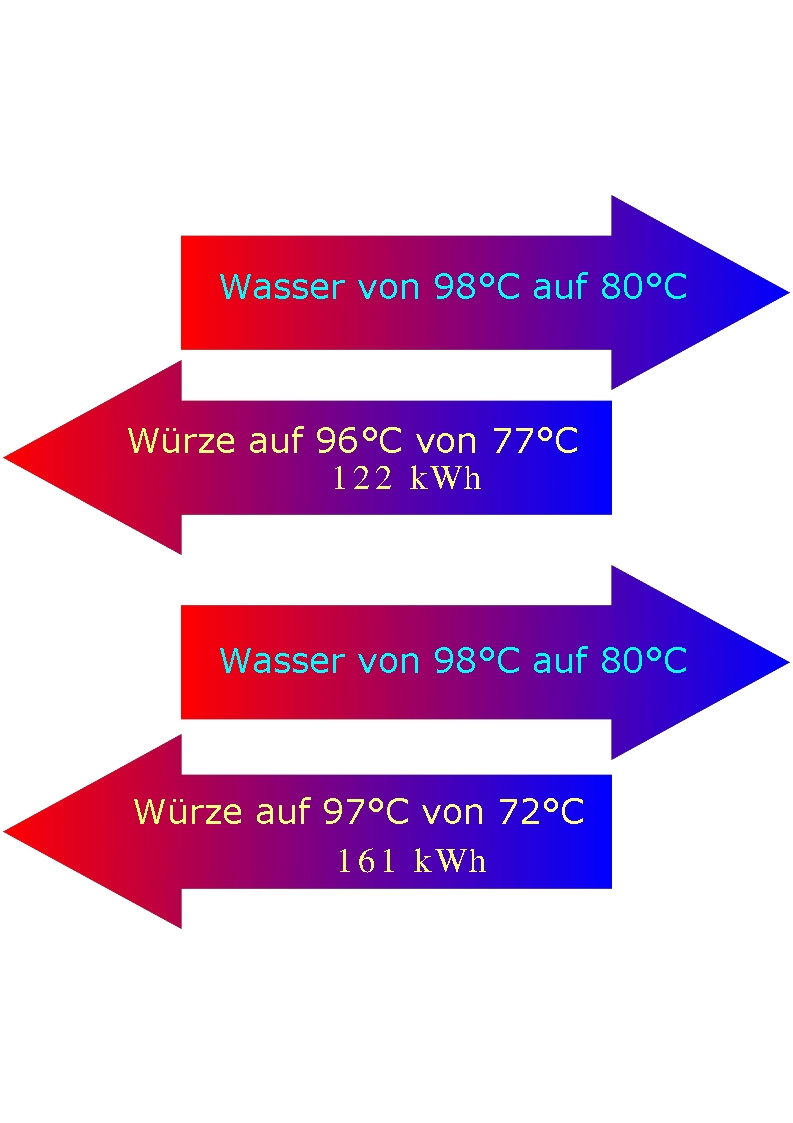
Zur Erzeugung der 122 kWh müssten in der Musterbrauerei knapp 2 hl und für die 162 kWh etwa 2,6 hl Brüden kondensiert werden.
-
- Es gibt Brauereien, die seit vielen Jahren erfolgreich mit 72°C abmaischen und auch mit 72°C abläutern. Die Aussagen in den Lehrbüchern, dass die durch den Temperaturanstieg von 72°C auf 77°C verursachte Viskositätsänderung einen nennenswerten Einfluss auf die Läuterzeit hat, lässt sich weder durch theoretische Betrachtungen, noch durch praktische Versuche nachvollziehen. Bei den real im Läuterbottich herrschenden Strömungsgeschwindigkeiten und den Strömungs-Strecken, ist die Viskositätsänderung bei einem Läutergerät, das mind. nach den anerkannten Regeln der Technik ausgeführt wurde, ohne messbaren Einfluss auf die Läuterzeit.
-
- Warum Läutertemperatur verringern?
- Ein theoretisches Einsparpotenzial von 390 Euro pro Jahr und pro Tonne Schüttung wird vermutlich auch den sparsamsten Brauereibesitzer nicht dazu treiben diese Änderung sofort zu implementieren. Üblicherweise wird eine Temperatur von 72°C als optimal für die α-Amylase-Aktivität angesehen. Wenn bei 72°C geläutert wird, könnte die Maischdauer flexibler bzw. auch kürzer gewählt werden. Falls mit einem Brüdenkondensator Heißwasser erzeugt wird, das zur Aufheizung der Würze genutzt wird, werden durch die Herabsetzung der Läutertemperatur über 30% mehr Wärme aus der Rekuperation für die Würzeaufheizung eingesetzt (von 72°C auf 97°C (∆T=25K) statt 77°C auf 96°C (∆T=19K)). Falls der Brüdenkondensator z.B. auf ein Temperaturprofil auf der Warmwasserseite von 80°C Eintritt und >99°C Austritt ausgelegt ist und dieses unverändert bleibt und die Würzeaufheizung auf eine Würzeeintrittstemperatur von 77°C und Austrittstemperatur von 96°C ausgelegt ist (mittl. Δ Tln = 2,5 K) und sämtliche Haupt-Parameter (Größe des Plattenapparats, Wassertemperaturen, Würzemenge und -volumenstrom) unverändert bleiben und nur die Würzeeintrittstemperatur auf 72°C abgesenkt würde, ergäbe sich eine mittl. Δ Tln von 4,3 K, d.h. der Wärmeübertrager würde deutlich mehr Wärme übertragen können und würde deshalb die Würze auf eine höhere Temperatur (d.h. auf über 97°C (!) statt 96°C), als bei den vorherigen Betriebsbedingungen erwärmen (Anm.: Auf der Internetseite http://www.sachverstand gutachten.de/wissenswertes/wissenswertes_k_wert.html kann ein Excel-Arbeitsblatt zur komfortablen Berechnung der Temperaturdifferenz herunter geladen werden). Abb. 1
- Geschmacklicher Einfluss
- Vor 30 Jahren hat man über Spelzentrennung und den geschmacklichen Einfluss der verschiedenen Schrotarten (Trockenschrot, konditioniertes Schrot (mit Dampf, Kalt- oder Warmwasser konditioniert), „Weichkonditionierung", Nassschrot) philosophiert. Dann kamen neue Maischefilter auf den Markt, die ein Pulverschrot verlangten, aber weder der Konsument noch der Fachmann konnte die Art der Schrotung (sicher) herausschmecken. Die technisch-wirtschaftlichen Gründe bestimmten fortan die Schrotung. Geschmacklich wird der Unterschied einer verringerten Abmaischtemperatur sicherlich geringer ausfallen, als der eines geänderten Schrotverfahrens.
- Wenn man gleichzeitig von einem klassischen 3 Maischverfahren auf ein Infusionsverfahren umstellte, würde es Biertrinker geben, die den Unterschied schmecken können.
- Vor 30 Jahren hatte ein Pilsner in Deutschland noch mindestens 30 Bittereinheiten, heute hat es die Bittere, die ein sehr schwach gehopftes Export vor 30 Jahren hatte (Normalwerte: Export 20 bis 30; Pilsner 30 bis 40). Aber viele Biertrinker glauben, dass sich ihre Biermarke über Jahrzehnte geschmacklich kaum verändert hätte oder sogar nach einem 100 Jahre alten zwischenzeitlich verschollenen „Original-Rezept" gebraut würde. Wenn es einer Brauerei möglich ist einen Kunden hiervon zu überzeugen, dann sollte auch die Reduzierung der Abmaischtemperatur problemlos möglich sein.
-
- Infusion einzige Lösung?
- Natürlich ist es naheliegend von einem Dekoktions- auf ein Infusionsmaischverfahren umzustellen, um Energiekosten zu sparen.
- Wenn man darauf verzichtet beim Maischekochen eine messbare Verdampfung zu erzielen, sind jedoch die Enenergieeinsparungen durch Umstellung von Dekoktion auf Infusion bei gut gedämmten Maischgefäßen zu vernachlässigen. Auch wenn es seit über 30 Jahren dem Stand der Technik entspricht, dass die Verdampfungsrate beim Maischekochen nahe Null liegen sollte, werden auch heute noch Teilmaischen mit Verdampfungsraten gekocht, bei denen der Einsatz eines Brüdenkondensators „wirtschaftlich sinnvoll" wäre.
-
- Wenn der Brüdenkondensator der Würzepfanne entsprechend ausgelegt ist, ist es technisch problemlos möglich das Wasser, das üblicherweise den Würzekühler mit 80°C verlässt, nachträglich auf eine Temperatur von 99°C zu erwärmen. Wenn nun die Temperatur des kalten Brauwassers durch z.B. die Abwärme der Druckluftanlage auf eine Temperatur >30°C angehoben wird, kann dieses lauwarme Wasser mit dem durch die Lagerung von 99°C auf 98°C abgekühlte Warmwasser gemischt werden, um die Temperatur des Einmaisch- oder Anschwänzwassers einzustellen. Um keine Diskussion über die sinnvollste Einmaischtemperatur zu beginnen, soll hier als Beispiel eine Anschwänzwassertemperatur von 72°C dienen. Um 10hl Wasser mit 72°C zu mischen werden 1,23 hl Wasser mit 15°C und 8,77 hl Wasser mit 80°C oder 3,82 hl mit 30°C und 6,18hl mit 98°C benötigt. Im zweiten Fall werden 6,7 kWhth pro 10hl Anschwänzwasser durch die angehobene Temperatur des lauwarmen Wassers „eingespart".
-
- Zubrühmaischverfahren
- Wenn man genügend 98-grädiges Wasser zur Verfügung hat, kann man es auch für ein Zubrüh- oder Springmaischverfahren verwenden. D.h. die Einmaischwassermenge wird kleiner gewählt und durch das Hinzufügen von heißem Wasser wird die gewünschte Temperatursteigerung erzielt. Eine Kombination mit einem klassischen Infusionsmaischverfahren kann je nach Einmaischtemperatur sinnvoll sein. Wenn man pro Tonne Schüttung mit 30hl Wasser mit einer Temperatur von 62°C einmaischen würde, könnte man die Temperatursteigerung auf 72°C ausschließlich mit dem hinzufügen von 12hl Wasser mit 98°C erreichen, wobei eine übliche Vorderwürzekonzentration von etwa 18°P entstehen würde. Ein Vorteil des Zubrühmaischverfahrens ist, dass man die „Aufheizgeschwindigkeit" nahezu frei wählen kann, d.h. durch langsames hinzufügen des Heißwassers ergibt sich ein Temperaturverlauf, der dem eines normalen Infusionsmaischverfahrens entspricht oder man kann bestimmte Temperaturen durch schnelles Zubrühen überspringen, wie es z.B. bei der klassischen Malzbierproduktion durchgeführt wird. Durch das Zubrühen von 12 hl 98-grädiges Wasser ergibt sich eine Dampfeinsparung von 71 kWh entsprechend 44 kg Frischdampf pro Tonne Schüttung.
-
- Sofort umstellen?
- Eine Verdampfung während des Kochens der Kochmaische sollte schon lange der Vergangenheit angehören. Die Höhe der anderen Einsparungsmöglichkeiten scheinen für jede Maßnahme einzeln betrachtet, relativ gering zu sein und dürfen auch nur im Zusammenhang mit der maschinellen Ausrüstung einer Brauerei betrachtet werden.
- Wer eine Brüdendampfkompression oder/und eine Kraftwärmekopplung betreibt, hat andere Voraussetzungen, als die „Normbrauerei".
- Wer noch einen einstufigen Würzekühler mit Eiswasser verwendet, muss nicht unbedingt beim Zubrühmaischverfahren oder der Würzeaufheizung beginnen, denn der einstufige mit Eiswasser betriebene Würzekühler ist erfahrungsgemäß ein sicherer Indikator für weitere ungenutzte Einsparmöglichkeiten.
-
- Bei jeder möglichen Maßnahme sollten Risiken und Chancen bewertet werden. Warum ein Zubrühmaischverfahren nicht viel häufiger angewendet wird, ist jedoch verwunderlich, da die Risiken verschwindend gering sind. Der Aufwand und das Risiko einmal eine Abmaischtemperatur von 72°C zu „versuchen" tendieren gegen Null, die Chancen ergeben sich dann von alleine, wobei die Absenkung der Trebertemperatur sicherlich kein ehrgeiziges Ziel darstellt, aber quasi zum Null-Tarif geliefert wird.
download als pdf-Datei
zur Themenübersicht Brauerei
|
|